
Пробовать решил на простенькой детальке с помощью которой будет сниматься пыль с прутка. Выставил для начала настройки по умолчанию для пластика PLA. Запустил печать ииии УПС…. пичалька.
Вместо шедевральной печати получились сопли, которые отклеивались от поверхности стола, не склеивались между собой слои. Начал экспериментировать с настройками программы, которая готовит файл для печати. Стало чуть лучше.

В результате экспериментов остановился на температуре сопла 200градусов (по умолчанию было 185) и стола 70 градусов, ну и немного поигрался со скоростями печати. В результате уже стало становиться близко похоже на то что хочется.
Первый слой ни как не пойму почему печатает менее плотно, в результате чего есть артефакты.
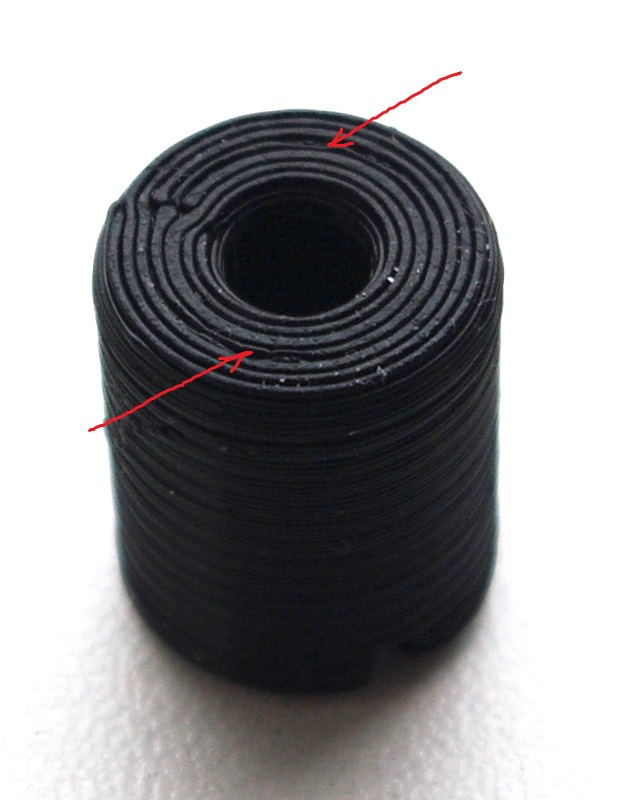
Верхний, последний слой тоже залился слабо.

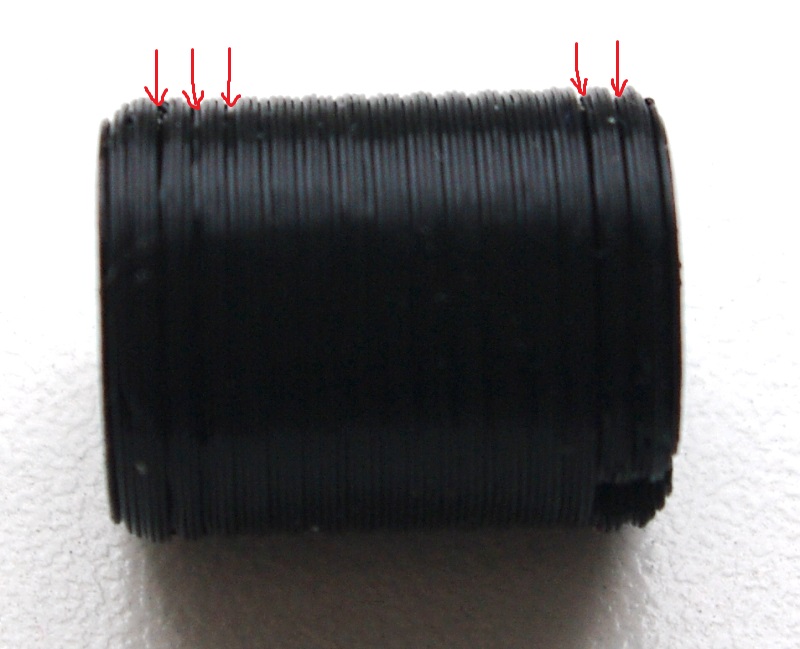
На боковинах тоже видны пропуски, но это похоже глюк программы подготовки печати, т.к. в процессе печати видно было что отдельные участки проскакивались.
Разбираемся дальше.